



想要更直观地了解PE燃气管电缆护套管高品质现货销售产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:PE燃气管电缆护套管高品质现货销售的图文介绍
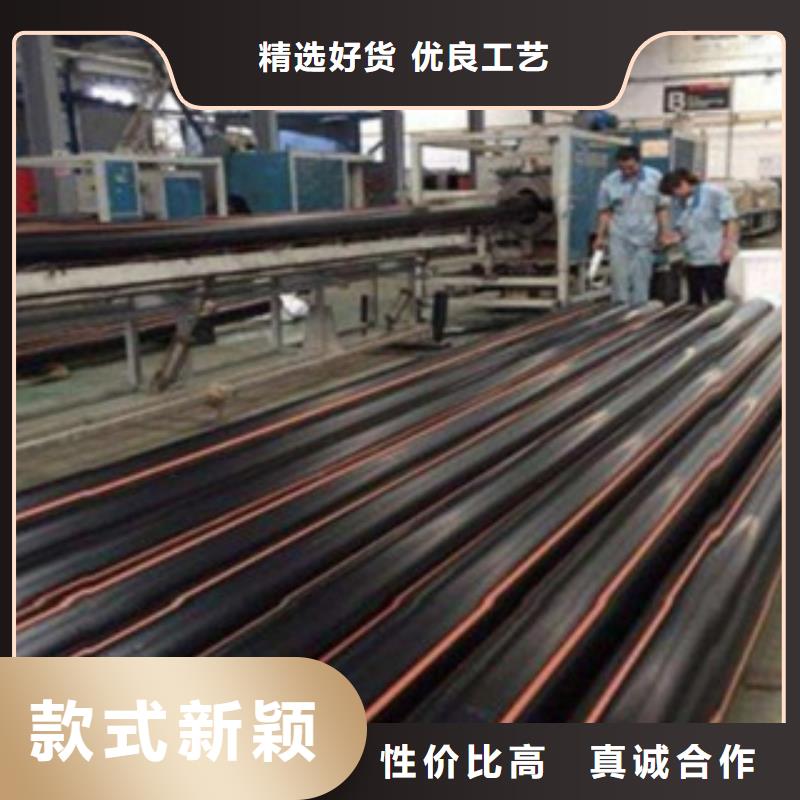
电力工程保护管厂家直销,可来厂参观考察,以低价格,让利客户,保证售后,一年内 电力工程保护管产品质量出问题,免费换新。润星电力管材(齐齐哈尔市分公司)有着十多年生产经验追求品质、不断创新,一切为客户着想是我们的经营理念。因此,我们除了着重产品的质量外,还不断开发新款式、新产品,更能适合、满足各档次的需求和市场的发展。



随着PE管材原材料的价格上涨,很多pe管厂家熬不住了,就开始从质量上动手脚,那么,小编就整理了一些小妙招,帮您表别好坏PE管材的质量!相大家都知道HDPE燃气管都是挤出成型的,管材的质量主要是工艺与原材料的问题。PE原料的时间太短就不熟,时间太长就不好。可以加一些填充,提高他的稳定性可以加长保压的时间提高其稳定性加工出来以后可以进行后处理一下使产品完全定性!重要是PE原料的质量问题。那么如何如何分辨好坏HDPE燃气管材呢?专家给您支招:闻,一般原料PE管化学性能不稳定,有难闻的异味或加热后有异味。优质原料化学性能稳定,制成品不会有任何异味。看,一般原料PE管:原料有时含有杂质,成品透光性差或有斑点、气雾、气泡等。优质原料纯度高,绝无杂质,成品透明度及光洁度高,韧性好。摸,一般原料PE管成品边沿粗糙,水口位突起,既不美观,还容易割伤皮肤。优质原料PE管成品光滑无毛边,不伤手;符合人体工程学设计,把握舒适。一般pe管原料在酸、碱、盐或去污剂、洗涤剂的作用下,容易出现各种老化现象-脆化、龟裂、蜕皮等。优质HDPE原料能耐酸、碱、盐及多种溶剂,防腐蚀,抗老化。
螺杆转速对管材质量的影响:螺杆转速的选择直接影响产量和质量。螺杆转速既取决于挤出机大小,一边取决上管径大小。转速增加,挤出量增加,物料受到的剪切力大,有助于物料的塑化,但是物料在螺杆内的停留时间较短,过高的摩擦热使管内壁比较粗糙、管材强度下降,因此,螺杆转速的控制应根据产量、产品外观和物理力学性能要求权衡。牵引速度因素对HDPE燃气管材质量的影响:牵引速度直接影响产品壁厚。牵引速度应与挤出速度相配合,通常是牵引速度比管材挤出速度高1%~10%。温度对PE塑料管材质量的影响:温度是影响塑化及塑料管材生产的主要因索,温度过低,塑化不好,温度过高,物料易分解。温度的控制应根据原配方、挤出机及机头结构、螺杆转速等因素确定。加工硬pvc管材时,因加工温度与分解温度颇为接近,生产中应严格控制各点的料温。同时注意测温仪表的误差及测量点的位置。压缩空气对HDPE燃气管质量的影响:压缩空气使管子定型并保持一定圆度,其压力一般为0.02~0.05mpa。牵引冷却对PE塑料管材质量的影响:这点相大家都比较了解,冷却达不到会使挤出料粘连,无法定型。 是采用风冷结合水冷,冷却水温度要保持在15°左右。另外生产完成后,HDPE燃气管的堆放不能过于挤压,不能裸露在太阳下暴晒,不然也会因为氧化诱导的原因使PE塑料管材质量发生变化。
螺杆转速对管材质量的影响:螺杆转速的选择直接影响产量和质量。螺杆转速既取决于挤出机大小,一边取决上管径大小。转速增加,挤出量增加,物料受到的剪切力大,有助于物料的塑化,但是物料在螺杆内的停留时间较短,过高的摩擦热使管内壁比较粗糙、管材强度下降,因此,螺杆转速的控制应根据产量、产品外观和物理力学性能要求权衡。牵引速度因素对HDPE燃气管材质量的影响:牵引速度直接影响产品壁厚。牵引速度应与挤出速度相配合,通常是牵引速度比管材挤出速度高1%~10%。温度对PE塑料管材质量的影响:温度是影响塑化及塑料管材生产的主要因索,温度过低,塑化不好,温度过高,物料易分解。温度的控制应根据原配方、挤出机及机头结构、螺杆转速等因素确定。加工硬pvc管材时,因加工温度与分解温度颇为接近,生产中应严格控制各点的料温。同时注意测温仪表的误差及测量点的位置。压缩空气对HDPE燃气管质量的影响:压缩空气使管子定型并保持一定圆度,其压力一般为0.02~0.05mpa。牵引冷却对PE塑料管材质量的影响:这点相大家都比较了解,冷却达不到会使挤出料粘连,无法定型。 是采用风冷结合水冷,冷却水温度要保持在15°左右。另外生产完成后,HDPE燃气管的堆放不能过于挤压,不能裸露在太阳下暴晒,不然也会因为氧化诱导的原因使PE塑料管材质量发生变化。



使对接焊机上的管材靠近加热工具并施加一定的压力,直到融化形成沿管材整个外圆周平滑对称的翻边为止。PE燃气管加热完毕,待连接件应迅速脱离对接连接加热工具,并应用均匀外力使其完全接触,形成均匀凸缘。PE燃气管的施工速度快,效率高,特别是在非开挖施工技术上,聚乙烯管道的施工技术较钢管更先进,效率更高,费用更低。在钢塑转换施工方案技术的选择上,一般可选用套管内转换方式,既可抗拒一定的沉降变形,又可实现管网的全塑化。PE燃气管连接口由于不能象钢管焊口那样通过无损检测手段来验证是否合格,所以一定要使用自动化程度高的连接机具。将人为因素降到 ,并要求焊工除了熟练的操作技术外还应具备高度责任心,严格执行连接施工工艺质量控制要点和有关操作要领。
焊接完后采取必要的检查验收手段。因此 标准局在PE燃气管GB/T新标准中作了大量的修订,规定了给水管的不同级别PE80和PE100对应不同的压力强度,并且去掉旧标准中的拉伸强度性能,而增加了断裂伸长率(大于350%),即强调基本韧性。PE燃气管执行标准:GB15558.1-2015。国内目前在推广使用PE80级聚乙烯,产品标准落后,没有相应的设计、施工和验收规范,施工机具、施工技术不够先进。今天大家一起分析PE燃气管的技术经济性特点、施工方案技术和钢塑转换方式的选择、管道连接工艺技术。同等内径下直管段聚乙烯管比钢管流通能力大15%至21%左右,但同等外径下聚乙烯管的流通能力不一定比钢管大,需要计算确定。
不能盲目以相同外径的聚乙烯管匹配钢管。PE燃气管的综合性能优于钢管,更适合做埋地的管道材料,而PE100级聚乙烯在经济和流通能力上比PE80级聚乙烯更优,应大力推广使用聚乙烯管道,特别是PE100级燃气管道。PE燃气管工程有其技术的先进性,也有其独特性,需要一个完善的工程质量保障措施来保证工程质量,以发挥聚乙烯管道的优良性能。国际上把PE燃气管(polythylenepipe)的材料分为PEPEPEPEPE100五个等级,而用于燃气管和给水管的材料主要是PE80和PE100。我国对聚乙烯管材专用料没有分级,这使得国内聚乙烯燃气管和给水管生产厂家选择原材料比较困难,也给聚乙烯管材的使用带来了不小的隐患。
焊接完后采取必要的检查验收手段。因此 标准局在PE燃气管GB/T新标准中作了大量的修订,规定了给水管的不同级别PE80和PE100对应不同的压力强度,并且去掉旧标准中的拉伸强度性能,而增加了断裂伸长率(大于350%),即强调基本韧性。PE燃气管执行标准:GB15558.1-2015。国内目前在推广使用PE80级聚乙烯,产品标准落后,没有相应的设计、施工和验收规范,施工机具、施工技术不够先进。今天大家一起分析PE燃气管的技术经济性特点、施工方案技术和钢塑转换方式的选择、管道连接工艺技术。同等内径下直管段聚乙烯管比钢管流通能力大15%至21%左右,但同等外径下聚乙烯管的流通能力不一定比钢管大,需要计算确定。
不能盲目以相同外径的聚乙烯管匹配钢管。PE燃气管的综合性能优于钢管,更适合做埋地的管道材料,而PE100级聚乙烯在经济和流通能力上比PE80级聚乙烯更优,应大力推广使用聚乙烯管道,特别是PE100级燃气管道。PE燃气管工程有其技术的先进性,也有其独特性,需要一个完善的工程质量保障措施来保证工程质量,以发挥聚乙烯管道的优良性能。国际上把PE燃气管(polythylenepipe)的材料分为PEPEPEPEPE100五个等级,而用于燃气管和给水管的材料主要是PE80和PE100。我国对聚乙烯管材专用料没有分级,这使得国内聚乙烯燃气管和给水管生产厂家选择原材料比较困难,也给聚乙烯管材的使用带来了不小的隐患。


使电熔管件内表面和承插管材的外表面达到合理的熔化温度,升温膨胀产生焊接压力,冷却后熔为一体,达到焊接目的。热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。



放散阀的功能主要是在阀门关闭后,是一家专业生产聚乙烯(PE)和聚氯乙烯(PVC)塑料管材管件的大型企业。维修下游管道或设备时,将管道内余气放散尽,以保证维修工作的,也可用作管道运行中气体置换之用,凡这种情况,我们建议选用双放散球阀。在安装中和不需放散时不要打开放散阀上端的保护盖,以保证放散阀的畅通。管道中如输送液化石油气空混气应将放散管引出阀门井后再开启放散阀,放散结束后,为防止气体放散中与管壁摩擦产生静电积聚在放散阀上端,可用金属导线或湿布接地,达到释放静电的作用。尽管PE燃气管球阀有着耐腐蚀,密封性能好,使用寿命长达50年等显著优点,但PE燃气管球阀在长期使用中也应该注意保养和必要的维护,其中每隔半年至1年应启闭数次,以检查其性能状况和有利今后使用。
进行新区建设、旧区改造,应当按照城乡规划和燃气发展规划配套建设燃气设施或者预留燃气设施建设用地。对燃气发展规划范围内的燃气设施建设工程,城乡规划主管部门在依法核发选址意见书时,公司主要产品Ф75-Ф315mm 低压输水农田灌溉用PVC-U管材,新型农村户用PE沼气管,Φ40/33公路地下通管道高密度聚乙烯(HDPE)硅芯管,PE顶管。应当就PE硅芯管-MPP电力管-PE燃气管厂家设施建设是否符合燃气发展规划征求燃气管理部门的意见;不需要核发选址意见书的,城乡规划主管部门在依法核发建设用地规划许可证或者乡村建设规划许可证时,应当就燃气设施建设是否符合燃气发展规划征求燃气管理部门的意见。PE燃气管设施建设工程竣工后,建设单位应当依法组织竣工验收,并自竣工验收合格之日起15日内,将竣工验收情况报燃气管理部门备案。
煤改气PE燃气管气温越来越低,北方地区已经进入采暖期。据预测,京津冀及周边地区2017年秋冬季气象条件整体不利,大气污染物扩散能力较差,大气污染治理任务艰巨。今年是大气污染防治行动计划实施阶段的收官之年,京津冀污染治理成效更令人关注。在这场战役中,散煤污染点多面广。煤改气PE燃气管是治理的一大难点。“要采取更加严格的管控措施治理散煤。”前不久,由清华大学环境学院、发展研究中心资源与环境政策研究所等多部门组成的散煤治理调研专家组,发布了《中国散煤治理调研报告(2017)》,提出“严”字当头的管理模式。每年散煤消费量在7.5亿吨左右京津冀散煤替代。
进行新区建设、旧区改造,应当按照城乡规划和燃气发展规划配套建设燃气设施或者预留燃气设施建设用地。对燃气发展规划范围内的燃气设施建设工程,城乡规划主管部门在依法核发选址意见书时,公司主要产品Ф75-Ф315mm 低压输水农田灌溉用PVC-U管材,新型农村户用PE沼气管,Φ40/33公路地下通管道高密度聚乙烯(HDPE)硅芯管,PE顶管。应当就PE硅芯管-MPP电力管-PE燃气管厂家设施建设是否符合燃气发展规划征求燃气管理部门的意见;不需要核发选址意见书的,城乡规划主管部门在依法核发建设用地规划许可证或者乡村建设规划许可证时,应当就燃气设施建设是否符合燃气发展规划征求燃气管理部门的意见。PE燃气管设施建设工程竣工后,建设单位应当依法组织竣工验收,并自竣工验收合格之日起15日内,将竣工验收情况报燃气管理部门备案。
煤改气PE燃气管气温越来越低,北方地区已经进入采暖期。据预测,京津冀及周边地区2017年秋冬季气象条件整体不利,大气污染物扩散能力较差,大气污染治理任务艰巨。今年是大气污染防治行动计划实施阶段的收官之年,京津冀污染治理成效更令人关注。在这场战役中,散煤污染点多面广。煤改气PE燃气管是治理的一大难点。“要采取更加严格的管控措施治理散煤。”前不久,由清华大学环境学院、发展研究中心资源与环境政策研究所等多部门组成的散煤治理调研专家组,发布了《中国散煤治理调研报告(2017)》,提出“严”字当头的管理模式。每年散煤消费量在7.5亿吨左右京津冀散煤替代。
